Réduire le temps de cycle sans augmenter le taux de rebut ne dépend pas d’un chronomètre, mais de la maîtrise du conflit thermique au cœur de la pièce plastique.
- Une réduction brute du temps de pause ignore les contraintes internes qui causent 90% des déformations et du gauchissement.
- La vraie performance naît de l’optimisation du circuit de régulation (viser le flux turbulent) et de la définition de critères d’éjection basés sur la rigidité de la pièce.
Recommandation : Cessez de piloter le temps de pause comme une variable indépendante. Traitez-le comme le résultat d’une stratégie thermique globale, du moule à l’éjection, pour trouver le véritable coût par pièce bonne.
Pour tout responsable de production en plasturgie, la pression est constante : produire plus vite, réduire les coûts, maintenir une qualité irréprochable. Dans cette équation, le temps de refroidissement est souvent perçu comme la variable d’ajustement la plus évidente. La tentation est grande de réduire le cycle de quelques secondes pour augmenter les cadences. Pourtant, cette approche mène fréquemment à une impasse : le taux de rebut explose, les pièces se déforment et la productivité réelle s’effondre.
Les solutions classiques se concentrent souvent sur des aspects isolés : les paramètres de la presse, le design du moule, ou la matière elle-même. Mais elles oublient l’essentiel. La clé ne réside pas dans un réglage unique, mais dans une compréhension profonde du phénomène physique au cœur du processus : le conflit thermique entre la surface déjà solidifiée de la pièce et son noyau encore en fusion. C’est la gestion de ce conflit qui détermine la stabilité dimensionnelle et la qualité finale.
Cet article propose une approche stratégique. Nous allons au-delà de la simple application d’une formule pour vous donner les clés de l’arbitrage entre productivité et qualité. Nous analyserons d’abord la physique des déformations pour comprendre l’ennemi, puis nous explorerons les leviers concrets pour le maîtriser : des critères d’éjection à l’optimisation des circuits de régulation, en passant par le pilotage par les bons indicateurs de performance. L’objectif : vous permettre de prendre des décisions éclairées pour réduire durablement vos temps de cycle, sans compromis sur la qualité.
Cet article vous guidera à travers les étapes essentielles pour transformer votre approche du temps de refroidissement, en passant d’une logique de « réglage » à une véritable stratégie de « pilotage thermique ».
Sommaire : Optimiser le temps de pause en injection pour une productivité maximale
- Comment définir le temps de pause de refroidissement pour 6 épaisseurs de pièces en PP ?
- Pourquoi vos pièces plastiques se déforment quand vous réduisez le cycle de 15 secondes ?
- Quand éjecter une pièce injectée : les 3 critères pour éviter 90% des déformations ?
- Comment réduire de 30% le temps de refroidissement avec un circuit de régulation optimisé ?
- Temps de pause plastique : cycles de 45 ou 60 secondes pour 10 000 pièces par jour ?
- Comment réduire le temps de cycle de thermoformage de 20% sans augmenter le taux de rebut ?
- KPI industriels : lesquels pour piloter au quotidien et lesquels pour le reporting mensuel ?
- Comment obtenir des pièces thermoformées sans plis ni déformations sur des géométries complexes ?
Comment définir le temps de pause de refroidissement pour 6 épaisseurs de pièces en PP ?
Définir le temps de refroidissement commence souvent par une approche théorique. La formule de base, bien connue en plasturgie, lie le temps de refroidissement (Tr) au carré de l’épaisseur de la pièce (s). C’est un excellent point de départ pour une première estimation. Par exemple, selon la formule de calcul du temps de refroidissement pour le polypropylène (PP), une pièce de 3mm d’épaisseur nécessiterait environ 33 secondes. En théorie, il suffirait d’appliquer cette formule à vos 6 épaisseurs pour obtenir 6 temps de pause distincts.
Cependant, la réalité du polypropylène est bien plus complexe. Le défi majeur du PP réside dans son retrait différentiel élevé, qui peut atteindre 1,5% à 2,5% après démoulage. Ce retrait n’est pas uniforme ; il varie entre le sens du flux de la matière et le sens perpendiculaire, et il est exacerbé par les variations d’épaisseur. Appliquer une formule simpliste sans tenir compte de ce phénomène est une recette pour le gauchissement (warpage). Si une zone épaisse refroidit plus lentement qu’une zone fine adjacente, les contraintes générées déformeront inévitablement la pièce, la rendant inutilisable pour tout assemblage de précision.
La conclusion est claire : le calcul théorique est un guide, pas une loi. Le temps de pause de refroidissement ne peut être défini uniquement sur la base de l’épaisseur. Il doit être ajusté dynamiquement en fonction de la géométrie globale de la pièce, de la performance du circuit de refroidissement du moule et d’une pression de maintien pilotée avec précision pour compenser ces retraits différentiels. La question n’est donc pas seulement « combien de temps ? », mais « comment refroidir uniformément malgré les différences d’épaisseur ? ».
Pourquoi vos pièces plastiques se déforment quand vous réduisez le cycle de 15 secondes ?
Réduire le temps de cycle de 15 secondes semble être un gain de productivité direct, mais le résultat est souvent une pile de rebuts. La raison fondamentale de ce phénomène est ce que l’on peut appeler le « syndrome du cœur chaud ». Au moment de l’injection, le plastique en fusion entre en contact avec les parois plus froides du moule. Une « peau » solide se forme quasi instantanément, tandis que le cœur de la pièce reste à l’état liquide ou pâteux.
Le problème survient pendant le refroidissement. La peau solide se contracte en premier. À l’intérieur, le cœur en fusion, beaucoup plus chaud, se refroidit et se contracte à son tour, mais beaucoup plus tard et avec plus d’amplitude. Cette contraction tardive du noyau tire sur la peau déjà rigide, générant des contraintes résiduelles considérables. Si le temps de refroidissement est trop court, vous éjectez une pièce dont l’équilibre thermique est encore instable. Le conflit entre la peau solide et le cœur qui continue de se contracter à l’air libre se résout alors de la seule manière possible : par une déformation.
Le visuel ci-dessous illustre parfaitement ce conflit thermique, où la surface solidifiée (en bleu) est en tension avec le noyau encore en fusion (en orange), source de toutes les déformations futures si le cycle est interrompu trop tôt.
Ce phénomène explique les défauts classiques : les retassures (le cœur en se contractant aspire la surface) et le gauchissement (la pièce se tord pour libérer les contraintes). Comme le confirme un expert, c’est cette physique qui est à l’œuvre. En réduisant le cycle de 15 secondes, vous n’avez pas simplement gagné du temps ; vous avez interrompu une bataille physique avant qu’un vainqueur (l’équilibre thermique) ne soit déclaré.
Si les contraintes résiduelles induites pendant le moulage sont suffisamment élevées, la pièce, après son éjection du moule, peut se déformer / se tordre, ce qui entraîne des pièces défectueuses.
– Moldblade, Injection plastique : principaux défauts des pièces injectées
Quand éjecter une pièce injectée : les 3 critères pour éviter 90% des déformations ?
La décision d’éjecter une pièce ne doit pas être basée sur un simple chronomètre, mais sur l’atteinte d’un état physique stable. Pour éviter la majorité des déformations liées à une éjection prématurée, il faut valider trois critères fondamentaux qui garantissent que la pièce a atteint un seuil de rigidité suffisant. Ignorer l’un de ces points, c’est prendre le risque que la pièce se déforme soit sous l’action des éjecteurs, soit par la libération des contraintes résiduelles une fois à l’air libre.
Ces critères transforment une décision temporelle (« quand ? ») en une validation physique (« dans quel état ? »). Ils constituent une véritable checklist de sortie de moule, assurant que la pièce est non seulement démoulable, mais aussi stable pour la suite du processus. Le temps de refroidissement devient alors la durée nécessaire pour atteindre ces trois états, et non plus une valeur arbitraire à minimiser à tout prix.
Votre plan d’action : les 3 points de contrôle avant éjection
- Température de surface d’éjection : Mesurez la température de surface avec un pyromètre infrarouge. Elle doit être inférieure au seuil critique de la matière (par exemple, environ 70°C pour l’ABS). C’est la preuve que la « peau » de la pièce est suffisamment solidifiée pour résister à la pression des éjecteurs.
- Rigidité d’auto-support : La pièce doit posséder une résistance mécanique suffisante pour supporter son propre poids et les contraintes de l’éjection sans fléchir, se fissurer ou marquer. Une pièce qui s’affaisse en sortie de moule a été éjectée trop tôt, même si sa température de surface était correcte.
- Stabilité d’intégration : La pièce doit être assez stable dimensionnellement pour être manipulée par l’étape suivante du processus (préhension par un robot, chute sur un convoyeur, empilage). Toute déformation secondaire induite par la manipulation post-éjection est un signe que les contraintes internes n’étaient pas encore stabilisées.
Maîtriser ces trois critères est fondamental. Ils dépendent bien sûr de la matière, des températures (moule et injection) et de l’épaisseur de la pièce, mais ils fournissent un cadre de décision bien plus robuste qu’un simple réglage de temps de pause.
Comment réduire de 30% le temps de refroidissement avec un circuit de régulation optimisé ?
Alors que les sections précédentes se sont concentrées sur le « quand » et le « pourquoi », nous abordons ici le « comment ». Si vous cherchez un levier puissant pour réduire drastiquement le temps de refroidissement sans compromettre la qualité, le circuit de régulation du moule est votre meilleur allié. Une optimisation à ce niveau peut générer des gains bien supérieurs à n’importe quel ajustement de paramètre sur la presse. L’objectif n’est pas de faire circuler de l’eau plus froide, mais de la faire circuler de manière plus efficace.
L’efficacité de l’échange thermique entre le moule et le fluide de refroidissement dépend du régime d’écoulement. Un flux laminaire (lent, régulier) est un piètre conducteur de chaleur. À l’inverse, un flux turbulent (agité, chaotique) maximise la surface de contact et l’échange thermique, évacuant les calories beaucoup plus rapidement. La clé est donc de s’assurer que le débit et la pression dans vos circuits sont suffisants pour atteindre ce régime turbulent, caractérisé par un nombre de Reynolds supérieur à 4000.
Les technologies modernes de conception de moules, comme le « conformal cooling », poussent cette logique à l’extrême. En créant des canaux de refroidissement qui épousent parfaitement la forme de la pièce, même complexe, elles assurent un refroidissement homogène et ultra-rapide. Les résultats sont spectaculaires : le conformal cooling a permis de passer de 22 secondes à 10 secondes de temps de refroidissement sur un carter, soit une réduction de 55%. C’est la preuve qu’investir dans l’optimisation du moule est le chemin le plus court vers une réduction significative et durable du temps de cycle.
Temps de pause plastique : cycles de 45 ou 60 secondes pour 10 000 pièces par jour ?
C’est l’arbitrage au cœur du quotidien d’un responsable de production. D’un côté, un cycle de 45 secondes promet une production théorique de 1 920 pièces par jour. De l’autre, un cycle de 60 secondes semble moins performant avec 1 440 pièces. La tentation de choisir le cycle le plus court est immense, surtout quand on sait que le refroidissement représente 60% à 80% du temps de cycle total. Chaque seconde grattée semble être une victoire.
Cependant, cette vision est incomplète. Elle ignore le paramètre le plus important : le taux de rebut. Un cycle plus court, s’il est mal maîtrisé, augmente drastiquement la probabilité de déformations, de retassures et de gauchissements. La véritable mesure de la performance n’est pas le nombre de pièces produites, mais le nombre de pièces bonnes. Le tableau suivant illustre cet arbitrage crucial.
Cette analyse comparative met en lumière le dilemme productivité vs qualité. Il s’agit de trouver le point d’équilibre optimal où le temps de cycle est minimisé tout en maintenant un taux de rebut acceptable, afin de maximiser le nombre de pièces conformes en fin de journée.
| Paramètre | Cycle 45 secondes | Cycle 60 secondes |
|---|---|---|
| Pièces produites / 24h (brut) | 1 920 pièces | 1 440 pièces |
| Scénario 1 : Taux de rebut 10% | 1 728 pièces bonnes | – |
| Scénario 2 : Taux de rebut 1% | – | 1 426 pièces bonnes |
| Analyse du résultat | Plus rapide, mais si le rebut monte à 15% (288 pièces jetées), la production bonne tombe à 1632 pièces. | Plus lent, mais la stabilité peut garantir un rendement final supérieur si le cycle rapide est instable. |
Le choix n’est plus si évident. Si le cycle de 45 secondes génère un taux de rebut de 10% (soit 192 pièces jetées), la production de pièces bonnes tombe à 1 728. Si le cycle de 60 secondes, plus conservateur, garantit un taux de rebut de seulement 1%, la production bonne est de 1 426. Dans ce cas, le cycle court reste gagnant. Mais si l’accélération fait grimper le rebut à 20%, la production bonne chute à 1 536, se rapprochant dangereusement de l’option plus lente mais plus stable. Le véritable indicateur à piloter est donc le coût par pièce bonne, qui intègre le coût matière du rebut et le temps machine perdu.
Comment réduire le temps de cycle de thermoformage de 20% sans augmenter le taux de rebut ?
Bien que différent de l’injection, le thermoformage obéit aux mêmes lois thermiques : la maîtrise de la température et de la distribution de la matière est la clé de la performance. Réduire le temps de cycle de 20% sans créer de défauts (plis, amincissement excessif, etc.) passe par l’optimisation de la phase de chauffe et l’utilisation de techniques d’assistance au formage.
L’une des stratégies les plus efficaces est l’utilisation de l’assistance par poinçon (plug assist), particulièrement pour les pièces à géométrie profonde. Avant que le vide ne soit appliqué, un poinçon vient pré-étirer la feuille de plastique chauffée. Cette action mécanique permet de « verrouiller » la matière et d’assurer une distribution d’épaisseur beaucoup plus homogène sur la pièce finale. En contrôlant mieux l’étirement, on peut chauffer la feuille plus rapidement et de manière plus ciblée, et par conséquent refroidir plus vite, car il n’y a pas de surépaisseurs massives à solidifier.
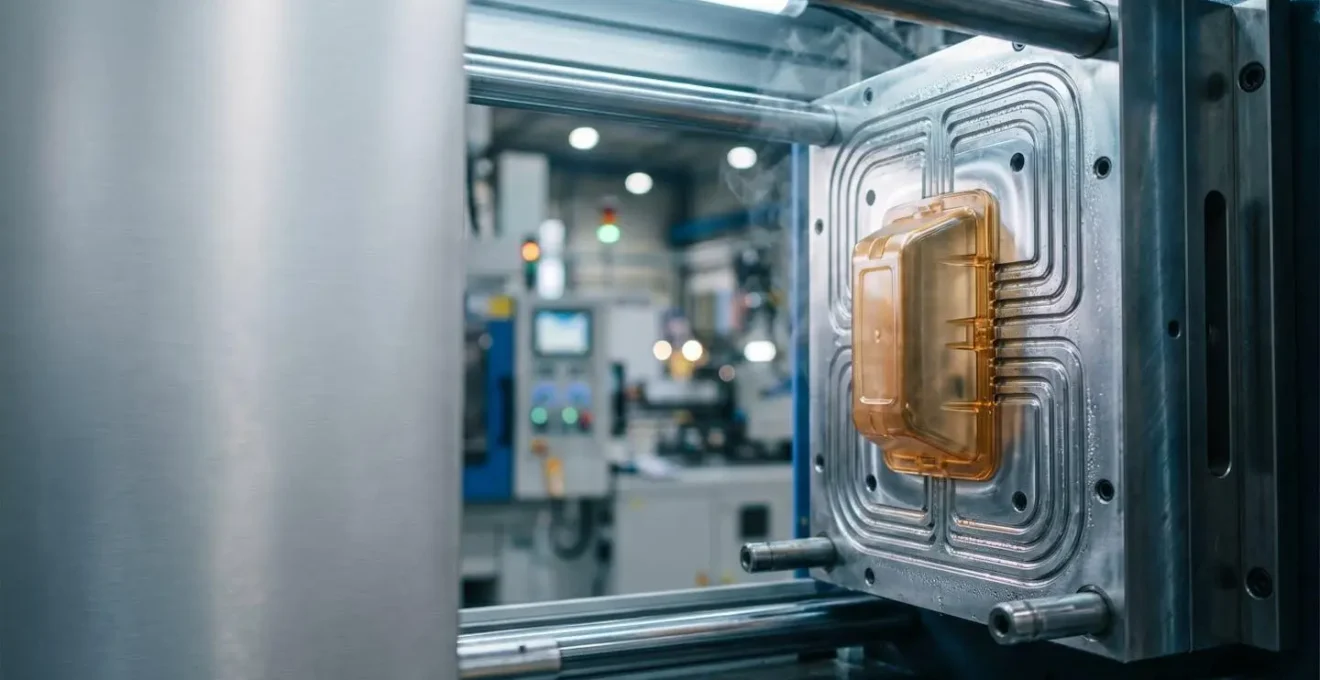
Une autre technique consiste à utiliser une assistance par pré-soufflage (air-slip forming). Une bulle d’air est injectée sous la feuille pour la pré-étirer vers le haut avant que le moule ne vienne la former. Cela permet une répartition uniforme de la matière avant même le contact avec le moule. L’illustration ci-dessous montre un technicien ajustant un moule dans un processus qui pourrait intégrer de telles assistances, où la précision du réglage est primordiale.
En combinant un chauffage par zones (zoning) précis, qui évite la surchauffe de certaines parties de la feuille, et ces techniques d’assistance, on crée les conditions d’un formage rapide et contrôlé. La réduction du temps de cycle n’est alors plus une source de défauts, mais le résultat logique d’un processus mieux maîtrisé en amont.
À retenir
- Le temps de refroidissement n’est pas un simple paramètre, mais le résultat d’une stratégie pour maîtriser le « conflit thermique » au cœur de la pièce.
- La décision d’éjection doit se baser sur des critères physiques (température, rigidité, stabilité) et non sur un simple chronomètre.
- La performance se trouve dans l’optimisation du moule (flux turbulent, conformal cooling) et le pilotage par le bon indicateur : le coût par pièce bonne, qui intègre le taux de rebut.
KPI industriels : lesquels pour piloter au quotidien et lesquels pour le reporting mensuel ?
Piloter efficacement une unité de production plastique nécessite des indicateurs de performance (KPI) pertinents, mais tous les KPIs ne se valent pas et ne s’utilisent pas à la même fréquence. Tenter de piloter un atelier en temps réel avec des indicateurs mensuels est aussi inefficace que de construire une stratégie long terme sur des données instantanées. La clé est de distinguer les indicateurs de pilotage (pour l’opérateur) des indicateurs de performance (pour le management).
Pour l’opérateur au pied de la presse, les KPIs doivent être immédiats, actionnables et liés directement au cycle en cours. Le temps de cycle par rapport à la cible, le taux de rebut sur la dernière heure ou la température de surface de la pièce sont des informations qui permettent de réagir instantanément et de corriger une dérive. L’objectif est le contrôle du processus.
Pour le responsable de production, le reporting mensuel nécessite une vue plus agrégée, axée sur l’efficacité globale et la rentabilité. Le TRS (Taux de Rendement Synthétique ou OEE en anglais), le coût par pièce bonne (qui inclut le coût du rebut) ou la consommation énergétique (kWh par 1000 pièces) sont des indicateurs qui permettent d’évaluer la performance sur une période, de dégager des tendances et de prendre des décisions stratégiques (investissement, maintenance, formation).
Le tableau suivant synthétise cette distinction fondamentale pour un pilotage à deux niveaux, garantissant que chaque acteur dispose de l’information pertinente pour son périmètre d’action.
| Niveau | Indicateurs | Fréquence de mesure | Objectif |
|---|---|---|---|
| Opérateur (quotidien) | Temps de cycle vs Cible | Temps réel | Pilotage immédiat |
| Opérateur (quotidien) | Taux de rebut instantané | Dernière heure | Ajustement rapide |
| Opérateur (quotidien) | Température de surface pièce | Toutes les 30 min | Contrôle qualité |
| Manager (mensuel) | TRS (OEE) de la presse | Agrégation mensuelle | Performance globale |
| Manager (mensuel) | Coût par Pièce Bonne | Agrégation mensuelle | Rentabilité |
| Manager (mensuel) | kWh par 1000 pièces | Agrégation mensuelle | Efficacité énergétique |
Comment obtenir des pièces thermoformées sans plis ni déformations sur des géométries complexes ?
Obtenir des pièces thermoformées parfaites, surtout sur des géométries complexes avec des angles serrés ou des zones profondes, est un défi qui se joue principalement durant la phase de chauffe et de pré-étirage. La plupart des défauts, comme les plis ou les amincissements excessifs, trouvent leur origine dans une mauvaise distribution de la matière avant même le formage final.
La première technique essentielle est le contrôle du fléchissement (sag). Pendant que la feuille de plastique chauffe, elle s’assouplit et a tendance à fléchir sous son propre poids. Un fléchissement excessif ou non-contrôlé entraînera une répartition inégale de la matière. La solution réside dans l’utilisation de panneaux chauffants avec un « zoning » précis, permettant d’appliquer plus ou moins de chaleur sur différentes zones de la feuille pour maîtriser sa tenue et préparer un étirement homogène.
Ensuite, pour les géométries profondes, le poinçon d’assistance (plug-assist) est indispensable. Comme vu précédemment, il pré-étire mécaniquement la matière dans les zones critiques (comme les coins d’une boîte) avant l’application du vide. Cela permet de « verrouiller » une épaisseur de matière suffisante dans ces zones, qui sont naturellement les plus sujettes à un amincissement extrême. Sans cette assistance, le plastique s’étirerait comme une toile d’araignée dans les coins, créant des points de fragilité.
Enfin, la conception du moule elle-même est un facteur critique. Il faut bannir les angles vifs et privilégier des rayons d’arrondi les plus larges possible pour faciliter l’écoulement de la matière. Le positionnement stratégique des évents (les petits trous qui permettent de faire le vide) est également crucial pour assurer une aspiration rapide et uniforme. Le choix entre un moule mâle (meilleur aspect extérieur) et femelle (meilleur respect des cotes intérieures) doit être fait en fonction des exigences finales de la pièce. En combinant ces trois approches, on passe d’une production subie à un processus activement contrôlé, capable de produire des pièces complexes sans défaut.
Appliquez ces principes pour transformer votre approche du refroidissement : cessez de subir le chronomètre, commencez à piloter la performance thermique de vos productions pour atteindre le véritable optimum entre cadence et qualité.