
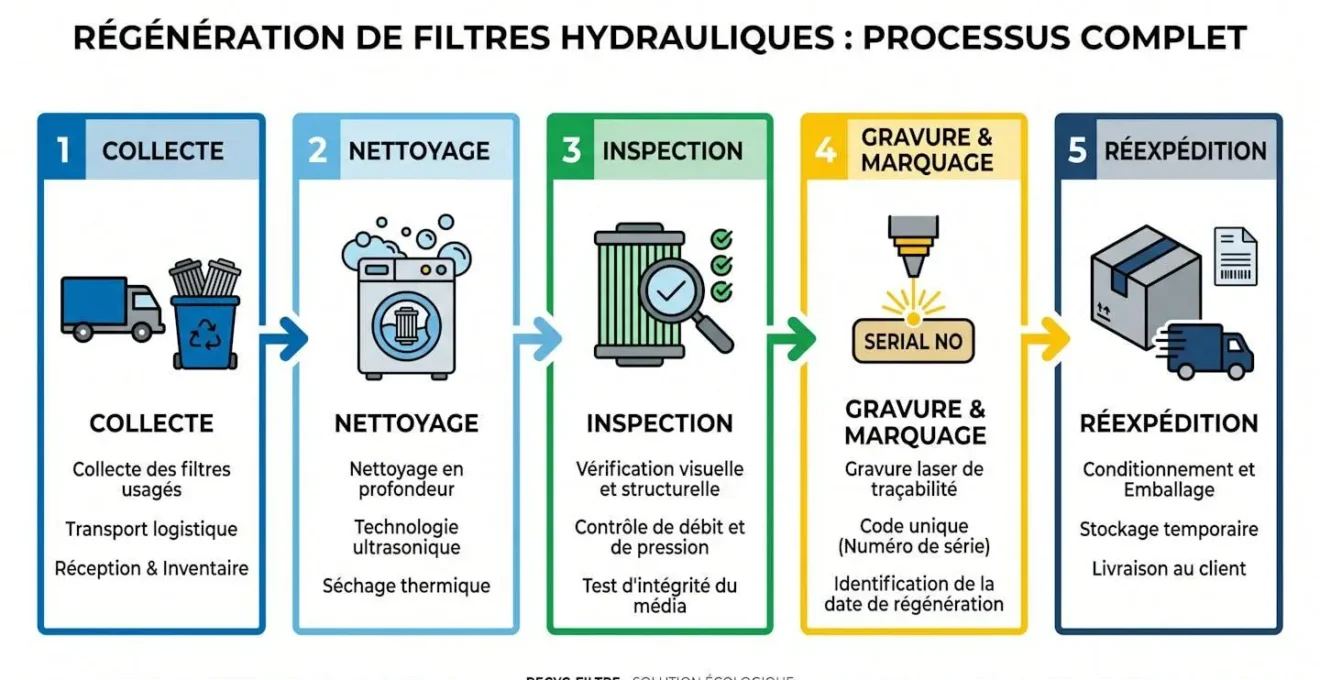
Quand un filtre hydraulique sature sans que personne ne l’ait anticipé, c’est rarement la pièce seule qui est en cause — c’est l’ensemble du dispositif d’installation qui n’a pas été sécurisé en amont. La sécurisation d’une installation de filtre hydraulique repose sur cinq leviers distincts : le choix du type de filtre régénérable, la compatibilité avec les fluides en circulation, l’organisation logistique de la régénération, l’intégration dans la maintenance préventive et la traçabilité des éléments traités. Selon les chiffres publiés par l’Institut national de la statistique et des études économiques, 68 % des entreprises françaises de plus de 10 salariés utilisaient un procédé de filtration dans leur process de production en 2023 — ce qui souligne l’enjeu massif d’une gestion rigoureuse de ces composants.
- Identifier les filtres hydrauliques réellement régénérables
- Vérifier la compatibilité avec les fluides et les applications
- Organiser la logistique de régénération sans bloquer la production
- Intégrer la régénération dans un plan de maintenance préventive
- Garantir la traçabilité et la qualité après régénération
Identifier les filtres hydrauliques réellement régénérables
Avant toute décision, la question fondamentale est la suivante : votre filtre est-il effectivement régénérable ? Ce n’est pas une évidence pour tous les types de filtration. Les filtres à mailles métalliques — principalement utilisés en usinage, lubrification et sur groupes hydrauliques — constituent la catégorie la plus adaptée à ce traitement. Leur structure permet plusieurs cycles de nettoyage et de remise en état sans perte de performance.
Les cartouches à fibres synthétiques ou les médias filtrants en papier, à l’inverse, ne tolèrent généralement pas les procédés de lavage intensif. Leur dégradation structurelle est progressive mais irréversible dès le premier cycle. C’est un point que l’on constate systématiquement lors de tentatives de régénération non adaptées : le média se déforme, la finesse de coupure se dégrade et le composant ne remplit plus sa fonction.
Pour les composants à mailles métalliques, opter pour un filtre hydraulique régénérable permet d’allier haute performance et économie circulaire. Le procédé de nettoyage industriel proposé par SB Filtres couvre un spectre d’applications large, des fluides d’usinage aux groupes de forte puissance. Le traitement intervient exclusivement sur le parc propre du client, garantissant que chaque élément réinstallé conserve sa traçabilité et sa cohérence technique d’origine.
68%
des entreprises françaises de plus de 10 salariés utilisaient un procédé de filtration dans leur process de production en 2023
La première étape de sécurisation consiste donc à dresser un inventaire précis du parc de filtres en place, en distinguant les éléments à structure métallique (régénérables) des cartouches à média non récupérable. Cette distinction conditionne l’ensemble de la stratégie de maintenance qui suivra.
Vérifier la compatibilité avec les fluides et les applications
Un filtre peut être structurellement régénérable, mais sa remise en service ne sera sécurisée que si la compatibilité avec le fluide traité est vérifiée à chaque cycle. Les fluides d’usinage, les huiles hydrauliques haute pression et les fluides de lubrification n’exercent pas les mêmes contraintes chimiques et mécaniques sur le média filtrant.
La pratique du marché démontre que les ateliers les plus exposés aux incidents de filtration sont ceux qui font varier leurs fluides sans réévaluer leur parc de filtres. Un changement de référence d’huile, même marginal en viscosité, peut modifier la charge en contaminants et accélérer le colmatage. Dans un atelier d’usinage de précision, cette situation se traduit par une baisse de débit mesurable sur les circuits de refroidissement, puis par une surchauffe progressive des broches.

Le guide des bonnes pratiques de l’ADEME pour la maintenance durable précise que la régénération des filtres hydrauliques permet d’économiser jusqu’à 80 % des déchets générés par un remplacement systématique. Ce ratio n’est atteint que lorsque les filtres régénérés sont correctement redéployés sur des applications compatibles avec leur dimensionnement d’origine.
Avant toute réexpédition d’un filtre régénéré vers le site de production, il est recommandé de valider deux points : la finesse de coupure reste-t-elle adaptée au contaminant majoritaire du fluide traité, et le boîtier de filtre présente-t-il toujours une étanchéité compatible avec la pression de service ? Ces vérifications évitent de créer un faux sentiment de sécurité après régénération.
Organiser la logistique de régénération sans bloquer la production
C’est souvent ici que la décision bascule. Un responsable maintenance peut être convaincu de l’intérêt économique de la régénération, mais reculer devant la complexité logistique perçue : qui enlève les filtres usagés, dans quel délai sont-ils traités, comment assure-t-on la continuité de production pendant leur absence ?
La réponse pratique tient à la constitution d’un stock tampon. En maintenant en stock un nombre de filtres propres équivalent à la consommation d’une période de rotation, on s’affranchit de toute contrainte de délai. Les filtres colmatés partent en régénération pendant que les filtres propres du stock restent en service. Le flux est continu, la production n’est jamais suspendue.
Cas pratique : une PME d’usinage face au choix de l’externalisation
Prenons le cas d’un atelier de mécanique de précision de taille intermédiaire, consommant plusieurs dizaines de filtres à mailles par an sur ses centres d’usinage. Face à la hausse récurrente du poste d’achat de filtres neufs, la direction maintenance évalue deux options : investir dans une unité de régénération interne, ou externaliser le traitement. Selon l’étude sectorielle du CETIM, le retour sur investissement d’une unité interne est estimé à 18 mois pour les PME utilisant plus de 50 filtres par an, mais ce délai tombe à 12 mois avec un prestataire externe — sans investissement initial. L’atelier opte pour l’externalisation, dimensionne un stock tampon de rotation et ne subit aucune interruption de production lors de la mise en place du dispositif.
Le corollaire direct de cette organisation est la réduction du budget filtration. L’étude du CETIM sur la régénération des filtres hydrauliques dans les PME chiffre le gain net annuel à jusqu’à 5 000 € pour un atelier de dix employés, avec un retour sur investissement inférieur à 12 mois en cas d’externalisation. Ces ordres de grandeur font de l’organisation logistique non pas un obstacle, mais un levier direct de réduction des coûts.
Intégrer la régénération dans un plan de maintenance préventive
Un filtre hydraulique ne doit pas être envoyé en régénération parce qu’il est colmaté et a déjà provoqué un incident. Il doit partir avant ce stade, dans le cadre d’un calendrier de maintenance structuré. Cette distinction — entre maintenance curative et maintenance préventive — détermine en grande partie la fiabilité globale de l’installation.
Les retours du terrain indiquent que les ateliers ayant formalisé leurs intervalles de remplacement préventif réduisent significativement la fréquence des arrêts non planifiés liés à la filtration. La pratique industrielle démontre qu’un filtre colmaté non détecté engendre des contraintes en amont du circuit — baisse de débit, hausse de pression différentielle, usure accélérée des pompes — dont le coût de réparation dépasse systématiquement celui d’un programme de régénération annuel.
L’intégration dans le plan de maintenance suppose de définir trois paramètres : la fréquence d’inspection des éléments filtrants, le seuil de colmatage déclenchant le retrait du filtre, et le délai de rotation entre retrait et réintégration d’un filtre régénéré. Ces paramètres varient selon l’application — un groupe hydraulique en production continue n’a pas les mêmes contraintes qu’une ligne d’usinage à deux postes — mais la logique de planification reste identique. La prévention des risques industriels liés aux équipements hydrauliques repose précisément sur cette discipline de planification.
Bon à savoir : Le guide de l’ADEME précise que les filtres régénérables permettent une durée de vie multipliée par 3 à 5 par rapport aux filtres jetables, à condition que les cycles de régénération soient respectés et que les filtres ne soient pas utilisés au-delà de leur seuil de colmatage recommandé.
Un plan de maintenance préventive bien calibré ne génère pas de surcoût organisationnel : il remplace des interventions d’urgence coûteuses par des opérations programmées et prévisibles, dont le coût unitaire est structurellement plus faible.
Garantir la traçabilité et la qualité après régénération
Le dernier critère de sécurisation est aussi celui qui conditionne la confiance sur le long terme : chaque filtre régénéré doit être identifiable, traçable et conforme à ses spécifications d’origine avant d’être réintégré sur une installation.
La traçabilité repose sur un principe simple : les filtres d’un client ne sont jamais mélangés avec ceux d’un autre. Chaque élément est traité individuellement, gravé à son retour de régénération et reconditionné sous protection avant réexpédition. Cette rigueur de gestion est la garantie que le filtre réintégré sur votre installation est bien le vôtre — avec l’historique de traitement qui y est associé — et non un filtre générique de remplacement.
La conformité de la qualité de filtration après régénération est une condition non négociable. Les opérations de lavage à contre-courant ou de traitement thermique — selon la nature du média filtrant, comme le rappelle le guide technique de l’ADEME — doivent restaurer les caractéristiques initiales de l’élément : finesse de coupure, perméabilité, résistance mécanique. Un contrôle visuel et dimensionnel à chaque cycle permet de détecter les filtres qui ont atteint leur limite de régénérabilité et qui doivent être mis au rebut plutôt que reconduits en service.
Sur le plan environnemental, chaque filtre régénéré représente un déchet industriel évité. À l’échelle d’un atelier consumant plusieurs dizaines d’éléments par an, la réduction de la production de déchets peut atteindre jusqu’à 80 % par rapport à un remplacement systématique par des filtres neufs, selon les données de l’ADEME. Cet argument dépasse le cadre réglementaire strict : il s’inscrit directement dans les engagements RSE que nombre d’industriels doivent désormais documenter et reporter.
- Inventorier le parc de filtres et distinguer les éléments à mailles métalliques des cartouches non régénérables
- Confirmer la compatibilité de chaque filtre avec le fluide en circulation sur son circuit
- Dimensionner un stock tampon de filtres propres pour assurer la continuité de production pendant les cycles de régénération
- Formaliser les intervalles de remplacement préventif dans le plan de maintenance
- Vérifier que le prestataire retenu garantit une traçabilité individuelle et une gravure de chaque filtre traité
Une fois ces points validés, la transition vers un programme de régénération externalisé se met en place sans rupture de production. L’enjeu n’est pas de changer de méthode pour le principe, mais de structurer un dispositif qui protège les équipements, réduit la facture maintenance et documente la démarche environnementale de votre site — trois objectifs que l’anticipation des pannes d’automates permet également d’adresser en amont pour une fiabilité globale renforcée.